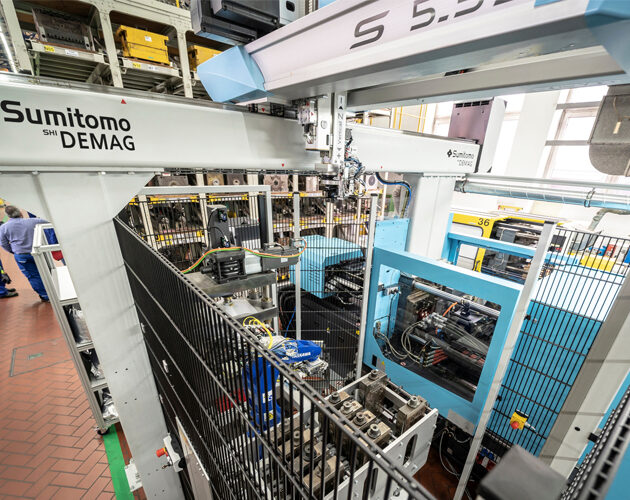
- Sumitomo (SHI) Demag’s IntElect 1000 kN injection moulding machine performs in BASF’s injection moulding pilot plant
- Innovative manufacturing cell to produce a wide range of different test specimens
- Fully-digitised robotic processing and digital integration
Creating tomorrow’s polymer innovations starts with understanding the chemical and mechanical performance and processing conditions of materials. At the Injection Moulding & Extrusion Pilot Plant of BASF in Ludwigshafen, Germany, the newest all-electric fully-automated injection moulding cell from Sumitomo (SHI) Demag is delivering pioneering and repeatable results on over 4,000 test settings a year.
Pooling their engineering competences and technological resources, BASF’s Performance Materials division in collaboration with Sumitomo (SHI) Demag and H + S Automatisierung have created an innovative manufacturing cell to produce a wide range of different test specimens for the product development and research activities of thermoplastic polymers and compounds.
Taking centre stage in the cell is Sumitomo (SHI) Demag’s ultra-precise IntElect 1000 kN injection moulding machine. Selected for its compact design, energy efficiency and repeatability, the team of 30 research operatives at the facility have also welcomed the IntElect’s enhanced welfare and safety features. Among them progressive solutions to automate mould changes and low noise emissions combined with fully-digitised robotic processing solutions.
For operative safety and efficiency, a linear SDR 5-35S robot serves two purposes. A new feature is fully automating the selection and placement one of 12 interchangeable mould inserts from a magazine located within the cell. After the part is moulded, the same robot fitted with a multifunctional gripper, gently extracts the test specimen from the mould and passes it to the small six-axis articulated-arm Yaskawa GP8 robot for precise cut of the specimens from the gate using a servo spindle drive punching machine.
For operative safety and efficiency, a linear SDR 5-35S robot serves two purposes. A new feature is fully automating the selection and placement one of 12 interchangeable mould inserts from a magazine located within the cell. After the part is moulded, the same robot fitted with a multifunctional gripper, gently extracts the test specimen from the mould and passes it to the small six-axis articulated-arm Yaskawa GP8 robot for precise cut of the specimens from the gate using a servo spindle drive punching machine.
Integrating BASF’s existing mould insert concept and special features into the injection unit, the installation also includes an existing thermal temperature control unit and a new digital Manufacturing Execution System (MES) to map each test sequence. Reinhard Jakobi, Head of Performance Materials Processing at BASF, describes the project as an achievement of advanced engineering combining mature technology with state-of-the-art automation and moulding precision. He credits the dedication, flexibility and solutions orientated approach of the entire team to the delivery of such a pioneering project.
Angelika Homes, Senior Project Engineer at BASF expands: “Although we have extensive experience collaborating with the Sumitomo (SHI) Demag team producing standard test parts, from the outset all of the partners had the courage to deviate from previous concepts and break new ground. Despite the complexity of the project, Sumitomo (SHI) Demag and H + S delivered an innovative production cell design in a much smaller energy and spatial footprint.”
Too hot to handle
Many of the specimens processed at BASF’s technical centre are high temperature thermoplastics, fibre reinforced and often flame retardant. Consequently, melt temperatures can reach up to 400°C with mould temperatures hitting up to 180°C.
At any time, up to 12 interchangeable inserts can be loaded to the side magazine and then swapped automatically into the injection moulding machine. By integrating a HB-Therm temperature control system with Sumitomo (SHI) Demag’s machine control, automated mould insert changes can be completed safely and efficiently, even when running the process at high mould temperatures.
Automation Systems Senior Engineer at Sumitomo (SHI) Demag Markus Hausmann explains: “In order to lower the temperature to 80°C and depressurize the insert to guarantee that the SDR robot could remove the mould insert safely, our machine control has to talk and interact seamlessly with BASF’s MES.
BASF’s MES informs the cell when the current produced sample setting is about to end, lining up the next mould application. Immediately after the injection process stops, cooling of the mould insert is directed by the integrated temperature control unit interface.
Then, the change of the mould inserts is synchronised to the cell control via output and input signals with transmission of the new mould data record via the robot interface. After the change of the mould insert, the temperature control units are heated up again. Automatic operation resumes and a new mould data record is initiated as soon as the target temperature is reached
Punching with precision
For BASF, solving the punch challenge was one of the greatest engineering accomplishments. Due to its extensive application profile, BASF tests a wide range of materials – from soft and tough to stiff and brittle polymers. There are also many different sample geometries, including thicknesses varying from 0.8 mm to 4 mm. All BASF test specimens are manufactured in accordance with the ISO 294 standard. This specifies the precision of the sprue system and specific requirements each sample geometry must fulfil. “Removal by punch is a pre-requisite, as it does not change the material properties and eliminates dust particles,” explains Markus Hausmann.
The multifunctional gripper ensures all sample geometries are placed with exacting precision onto the punch plate. This is complex in itself due to many of the materials BASF works with having high fibre glass content which can cause warpage. Describing how the servo driven parallel punch gripper overcomes the challenge of placing parts securely onto the punch plate, Markus Hausmann notes: “If the test specimens are not held sufficiently well in place the punchings could be crooked or not conform to specified quality standards.”
Digital integration
Being a pilot centre, the BASF research team typically sets up 20 test settings daily on this machine. That means the control program of the cell has to be adapted to different materials, sample geometries, temperatures and processing parameters. Every single setting that runs is recorded and documented digitally.
Angelika Homes comments: “Unlike our former MES systems, this one logs every single aspect of a trial and the results, giving us insight for every single shot. This data is extremely valuable as it represents the entire processing sequence and enables us to draw deeper conclusions about how materials perform under certain conditions and how a customer might later process it.”
Solving the challenges of our time
For over 80 years, BASF’s Injection Moulding & Extrusion Pilot Plant in Ludwigshafen has contributed to technological advances and solved some of the toughest challenges in chemical and plastic processing. Yet, just as trends drive the innovation process, automated processes and data provided are becoming the catalyst for accelerating real-life material advances. Machine flexibility is a critical part of this success explains Jakobi. “This new cell validates the importance of automation and digitalisation in material developments and component simulations and design.”
Yet, as BASF has uncovered, success is also reliant on all partners combining industry and engineering acumen and sharing their respective automation, processing and integration expertise. Assembling this knowledge, BASF, Sumitomo (SHI) Demag and H + S Automatisierung have developed a system that takes test specimen production and material experiments to a whole new level.
“As BASF continues to intensify its efforts to develop sustainable products and solutions for industry, this automated injection moulding cell is already proving itself to be indispensable. Capable of conducting over 4,000 systematic trial settings on high-performance polymers with complex formulations every year and tracking the results digitally through the MES system accelerates this innovation effort,” ends Markus Hausmann.
Receive up-to-date news releases from BASF via push notification on your smartphone. Register for our news service at basf.com/pushnews.
About Sumitomo (SHI) Demag Plastics Machinery GmbH
Sumitomo (SHI) Demag has had a strong influence on the development of the plastics industry from its very beginnings. As specialists in injection moulding machines for plastics processes, Sumitomo (SHI) Demag, together with its Japanese parent company, Sumitomo Heavy Industries, is one of the world’s leading companies in the industry.
The global development and production network of Sumitomo Heavy Industries and Sumitomo (SHI) Demag consists of four facilities in Japan, Germany and China with more than 3,000 employees. The product portfolio includes all-electric, hydraulic and hybrid-driven injection moulding machines with clamping forces of between 180 and 15.000 kN. With over 145,000 installed machines, Sumitomo (SHI) Demag is present in important markets worldwide and is one of the largest manufacturers of injection moulding machines.
The parent company plant in Chiba, Japan, manufactures machines with small and medium clamping forces. Approximately 95 % of all delivered machines have an all-electric drive concept. The German Sumitomo (SHI) Demag’s locations in Schwaig and Wiehe use hybrid drive concepts to manufacture the Systec Servo series, as well as the high-performance and high-speed El-Exis SP and Systec SP machines. The IntElect series with all-electric drive technology is also manufactured in Germany for the international market.
Sumitomo (SHI) Demag has had a production facility in Ningbo, China, since 1998. The Systec C series with clamping forces of 500 to 10,000 kN has been manufactured for Asian markets in a new factory (13,000 m2 floor space) of this subsidiary, Demag Plastics Machinery (Ningbo) Co., Ltd., since mid-2015.
In addition to injection moulding machines, Sumitomo (SHI) Demag provides standard and customised systems for parts handling automation, process engineering and solutions for special applications, and customised services, as well as machine financing options.
With its seamless sales and service network of subsidiaries and agencies, Sumitomo (SHI) Demag supports all major industrial markets.
About BASF’s Performance Materials division
BASF’s Performance Materials division encompasses the entire materials’ know-how of BASF regarding innovative, customized plastics under one roof. Globally active in four major industry sectors – transportation, construction, industrial applications and consumer goods – the division has a strong portfolio of products and services combined with deep understanding of application-oriented system solutions. Key drivers of profitability and growth are our close collaboration with customers and a clear focus on solutions. Strong capabilities in R&D provide the basis to develop innovative products and applications. In 2020, the Performance Materials division achieved global sales of €5.63 bn. More information online: www.plastics.basf.com








 Demag and BASF develop new manufacturing cell for high-performance polymers){kind=link}